Hurco at MACH: Smarter CNC for smarter shops, with an emphasis on automation

8 Mins
Published in Events

The theme this year on Hurco Europe’s 216 sq m stand was ‘Smarter CNC for Smarter Shops’, emphasising that the company’s machine tools are intelligent, intuitive and operator-friendly, thus reducing reliance on specialist programmers.
Managing Director David Waghorn commented: “Subcontractors are often faced with high-mix, low-volume production requirements and every new job is different. Getting from the initial idea to the finished part in the fastest possible time is the key to maximising profitability. This is where the Hurco product range shows its greatest strength.”
As ever, the manufacturer’s proprietary WinMax software was a primary focus, as it’s at the core of a user’s ability to compress lead-times. Widely regarded as one of the most flexible CNC systems in the industry, it bridges the gap between conversational and G-code programming. Arguably the software’s killer feature is the ability to merge the two data sets, enabling complex CAM-generated 3D surfaces to be inserted into a conversational program, or conversational content to be added to an NC program, resulting in a high degree of versatility.
There is much more to the control software, with the ‘solid model import’ function a stand-out attribute. It turns a customer’s STP file into a working conversational program and, crucially for five‑sided machining, automatically generates the transform planes that make those jobs straightforward.
Anecdotal comments from operators on the shop floor highlight another feature that make their life easier – the ‘interrupt cycle’. It allows the tool to be jogged away from a component so that an insert or the cutting edge can be checked, after which pressing a single button returns the cutter automatically and precisely to the original point to resume the cycle. It is a luxury not found on many control interfaces.
Novice and veteran machinists alike can lean on simple conversational programming to get jobs moving fast, while more complex work finds a home in a robust NC editor. The smartest users do what experienced craftsmen always have – choose the right tool for the task.
Hardware choices reflect the same practical philosophy. The compact, single‑screen control can be chosen if space is at a premium, or the user can step up to the ergonomic dual‑screen control to program on one display while watching part and toolpath visualisations on the other. They are small details that signal real attention to how machinists actually work.
Speed to the first-off part is WinMax’s unique selling point. From concept to a finished component, the control is designed to minimise friction. Conversational prompts guide every step, intersections are auto‑calculated and clear graphics let operators jump instantly to any point in the program. For shops chasing throughput without sacrificing precision, such conveniences add up.
Hurco is not forcing shops into an either/or choice between simplicity and control. The conversational NC Merge option blends the two, allowing NC code to be combined with conversational programs. The result is less dependence on CAM for many jobs, faster set ups and more flexibility on the shop floor. For complex surfaces and mould production, features like ‘3D mould/swept surface’ permit operators to add drafts, and translate or rotate around 2D contours, to create advanced geometry conversationally.
Automation for one-offs: Product launch
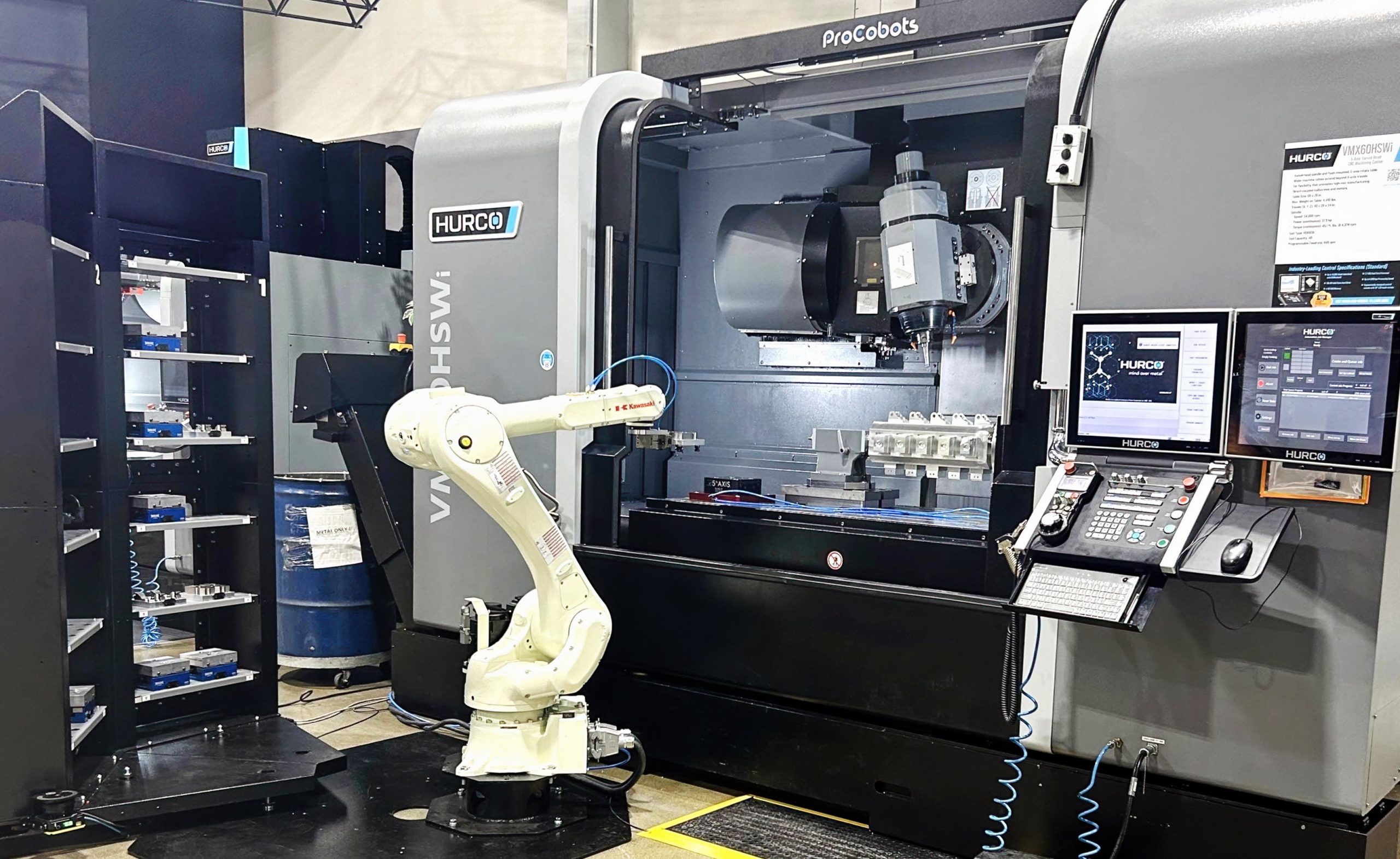
On show for the first time was Hurco’s PC25 automation solution, which uses a Kawasaki 25 kg capacity industrial robot. The system differs substantially from Hurco’s popular ProCobot machine automation in that either a vice or a pallet is handled. Completed workpieces, as well as parts still to be machined, are stored in external shelves. Up to three cabinets can be used, each with up to 12 work-holding locations. Uniform spacing of the shelves mean that larger parts can be handled by straddling two or more locations.
The Kawasaki robot grips a cleat on the front of every location and feeds the part to a zero-point location on the table of a VC500i five-axis machining centre. The benefit of this solution is that heavy parts up to 25 kg can be handled. Furthermore, since it is the vice or pallet that is handled, one-off components can be managed as easily as large batches.
The clever part, and what makes this package so attractive to a Hurco customer, is that it uses the same Hurco Automation Job Manager software that is employed for the ProCobot range. It means that complicated robot programming is done for the user in advance. The operator simply needs to select the part location and run the job. Training takes as little as one day.
On the VC500i, the 500 mm diameter table having a 250 kg load capacity is well-suited to the production of large, complicated components in small batches, as well as to larger production runs. The machine has a 12,000 rpm, 13 kW, direct-drive spindle as standard and includes 20 bar through-spindle coolant and a 40-station swing-arm tool changer to provide sufficient tooling for even the most complex of parts.
Hurco believes that this cost-effective machine loading solution ideally fills the gap between the ProCobot and Erowa systems that are already well-established for automating Hurco machines. One major benefit is that the user does not need to pay the upfront cost of multiple pallets. They can use existing vices such as the HWR models supplied by Thame Workholding, as in the demonstration at MACH 2026, or they can make their own pallets in-house, as Hurco has done.
Proximity scanners are employed to ensure that the robot cannot run if a person is in the vicinity of the robot. For machines such as the SRTi range, robot loading takes place through the side door, keeping the front door access clear for preparation, set-up and cleaning of the machining area.
Small‑batch automation comes of age with Hurco ProCobots
Hurco also showed a VMX30Ui trunnion-type five-axis machine and a pair of three-axis vertical machining centres, a VM10i and a larger VM20i automated with a ProCobot Profeeder-X 10-drawer system. CNC lathes, which are a growing part of the company’s turnover, were represented by two driven-tool models, a TM8Mi and a TMX8MYSi, the latter having Y-axis turret motion and a sub spindle.
In the evolving landscape of precision manufacturing, automation is no longer a luxury reserved for high‑volume producers. It’s becoming a strategic necessity for production of small batch sizes and few solutions embody this as convincingly as Hurco’s ProCobot range. Now a familiar sight on shop floors across the UK, the ProCobot took centre stage on the Hurco stand, where a heavy‑duty Profeeder‑X five‑drawer system was paired with a Hurco VM20i three‑axis machining centre to demonstrate how seamless automated production can be.
What sets Hurco’s automation offering apart is its unified ecosystem. The same engineers who support the machining centres also support the ProCobot systems, creating a single, coherent experience from installation to training. Even the programming philosophy mirrors the much‑loved WinMax control: intuitive, visual and designed for machinists rather than robotics specialists. A dedicated ProCobot application appears on the second WinMax control screen, with vice and grid positions already mapped. For the operator, programming a run becomes a matter of entering component sizes and quantities; no robot speak is required.
Unlike Hurco’s Kawasaki or Erowa robotic systems, which focus on pallet and work-holding automation, the ProCobot is purpose‑built for component handling. It excels at delivering raw blanks and retrieving finished parts directly from a vice, making it suitable for the lightweight components, typically under 5 kg, which form the backbone of many subcontracting operations. As set up is fast and programming is frictionless, even batches as small as 25 parts become viable candidates for automation.
The current ProCobot line up is optimised for Hurco’s VM series machining centres, as well as compact, trunnion‑style, five‑axis machines like the VM10Ui and VMX30Ui. Recent upgrades have expanded the cobots’ capabilities, with the UR15e collaborative robot offering a 15 kg payload now standard on Profeeder models. For shops handling larger or heavier components, the UR20e and UR30e options push those limits even further.
All ProCobot models have a compact footprint, allowing operators to run machines manually without removing the automation cell. Every manufacturing environment is unique, so Hurco offers a full suite of electric, hydraulic and vacuum grippers, while still giving users the freedom to design their own grippers or grid plates if they prefer.
In an industry where flexibility is king and skilled labour is increasingly scarce, Hurco’s ProCobot range represents a pragmatic, accessible path into automation. It is small‑batch manufacturing reimagined for the modern era – simple, scalable and unmistakably Hurco.
Expanded tool capacity enhances automation capability
Hurco’s introduction of a 60‑station tool magazine for the VMX42SRTi aligned with the company’s MACH 2026 theme, ‘Smarter CNC for Smarter Shops’, and reflected the company’s broader engineering strategy to increase tool capacity to support higher levels of unattended machining and integrated automation. The new configuration, shown publicly in the UK for the first time, extended the automation-readiness of one of Hurco’s most widely deployed five‑axis machining platforms.
While the standard 40‑station carousel meets the requirements of many general five‑axis applications, more complex geometries frequently demand 20 or more tools for a single set up. When automation is introduced, particularly robot loading for extended unattended shifts, additional stations are required for sister tooling to complete multiple queued jobs. The 60-tool-pocket option addresses these constraints, enabling longer continuous operation without manual intervention.
The SRTi machining centre series employs a torque‑motor, direct‑drive configuration for both the B axis (spindle swivel) and C axis (rotary table). This architecture eliminates the mechanical complexity and inertia associated with traditional trunnion systems. As the workpiece rotates on a horizontal, 600 mm rotary table, the machine only needs to support vertical loading. The result? Improved dynamic response and allows the machine to accommodate heavier and larger components. Indeed, the limiting factor becomes the internal working volume rather than the rotary mechanism.
A key engineering advantage of the SRTi configuration is its dual‑mode capability. When simultaneous five‑axis machining is not required, the machine functions as a full‑capacity, three‑axis, vertical-spindle machining centre, utilising the entire work envelope. This flexibility is particularly valuable in mixed‑production environments where machine utilisation must remain high across various job types.
The VMX42SRTi is a high‑performance machining centre, with a standard specification that reflects this: 12,000 rpm, 36.5 kW motor‑spindle with integrated chiller, 20‑bar through‑spindle coolant, linear scales in all axes for thermally stable positioning accuracy, spindle coolant ring, full enclosure washdown system, and swarf conveyor for continuous chip evacuation.
Certain applications, such as engine porting or specific oil‑and‑gas machining operations, benefit from an A‑axis rotary configuration rather than a C‑axis table. In these cases, Hurco offers the VMX42SWi and VMX60SWi models, which utilise a static table and allow integration of a user‑selected rotary unit. This modularity enables shops to tailor the kinematics to their process requirements.
The 60‑station tool‑changer option is not limited to the SRTi series. Hurco has extended the capability to the larger DCX double‑column machining centres and to the more compact VMX42Ui and VMX30Ui trunnion‑style five‑axis machines. The expansion indicates a shift towards higher tool capacities across the product line, driven by the increasing prevalence of automation and multi‑operation workflows.
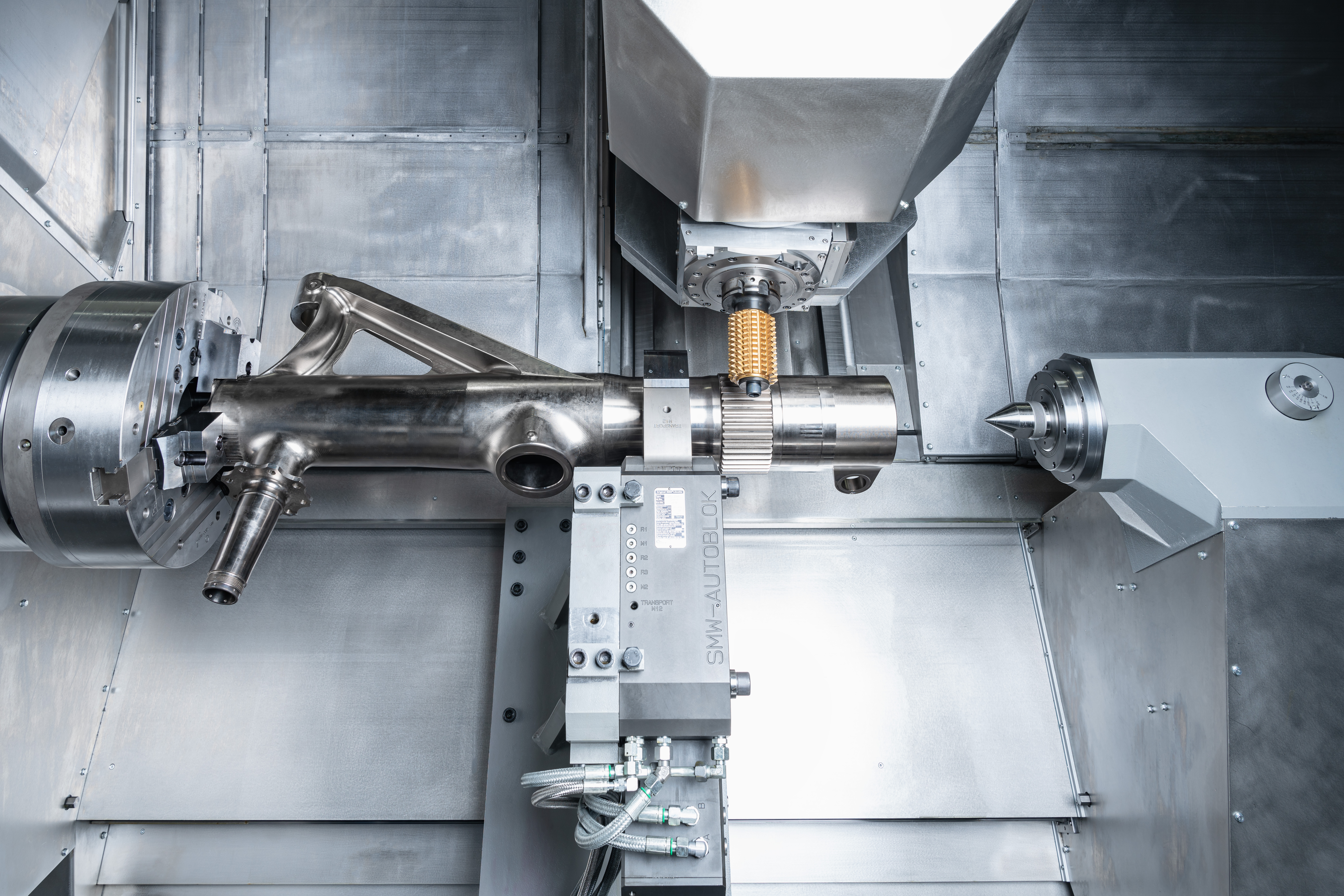
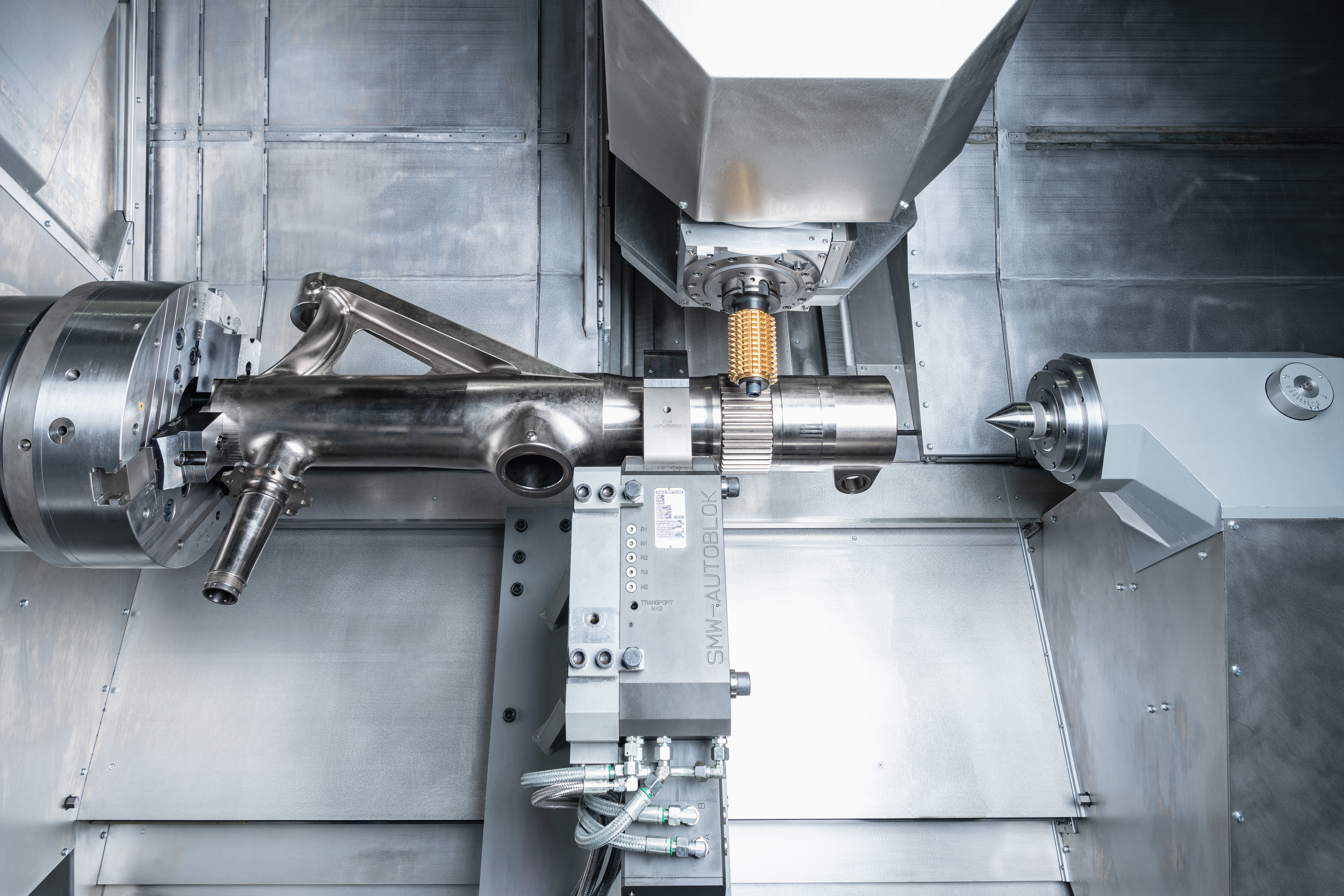
Roeders RPT 450DS for even greater accuracy
Under a long-standing agency agreement that has spanned more than 20 years, Hurco Europe has been the exclusive sales and service agent in Britain and Ireland for three-axis and five-axis high-speed machining centres built by German firm, Roeders. Exhibited for the first time in the UK was the RPT450DS EcoSpray, a five-axis machine capable of milling, jig grinding and measuring. It’s able to maintain super-high precision even under variable ambient temperature conditions.
The DS suffix signifies dual support for the swivelling of the rotary table, providing stability for five-axis simultaneous machining, while EcoSpray refers to a patented tool cleaning and minimum quantity lubrication system integrated into the machine. MACH 2026 marked the first time that any premium-line machine from the Roeders RPT range had been shown in the UK.
The latest VMCs can be kept geometrically stable to within ±1 micron, even if the ambient temperature fluctuates by as much as three degrees Celsius. Achieving this level of precision would normally require the machine tool to be housed in an air-conditioned environment, but this would entail considerable expense both to install and to power.
Roeders has concentrated instead on holistic temperature management within the machine and has transcended conventional methods with the integration of PRECITEMP technology to achieve a high level of consistency and repeatability. Three increasingly sophisticated levels of temperature compensation and sensor feedback to the CNC system may be specified by a customer, according to their requirements.
A combination of some or all of the following cooling measures can be involved: temperature control of the torque motors and, for the first time, the machine table and rotary axis bearings in the trunnion-type five-axis machines; and of the air within the working area, surrounding the axis drives and in the upper part of the machine guarding.
Thermal stability of the portal structure and machine bed is maintained by embedded pipework carrying chilled water. There is similar circuitry for the spindle and its surrounding sleeve to prevent growth in the Z axis, which is monitored to sub-micron accuracy by an external, non-contact sensor. Any remaining minimal residual errors are compensated for by software algorithms that were derived during the development of the machines.
Want to know more about this article?
Ask us below...