Trebling automated milling capacity
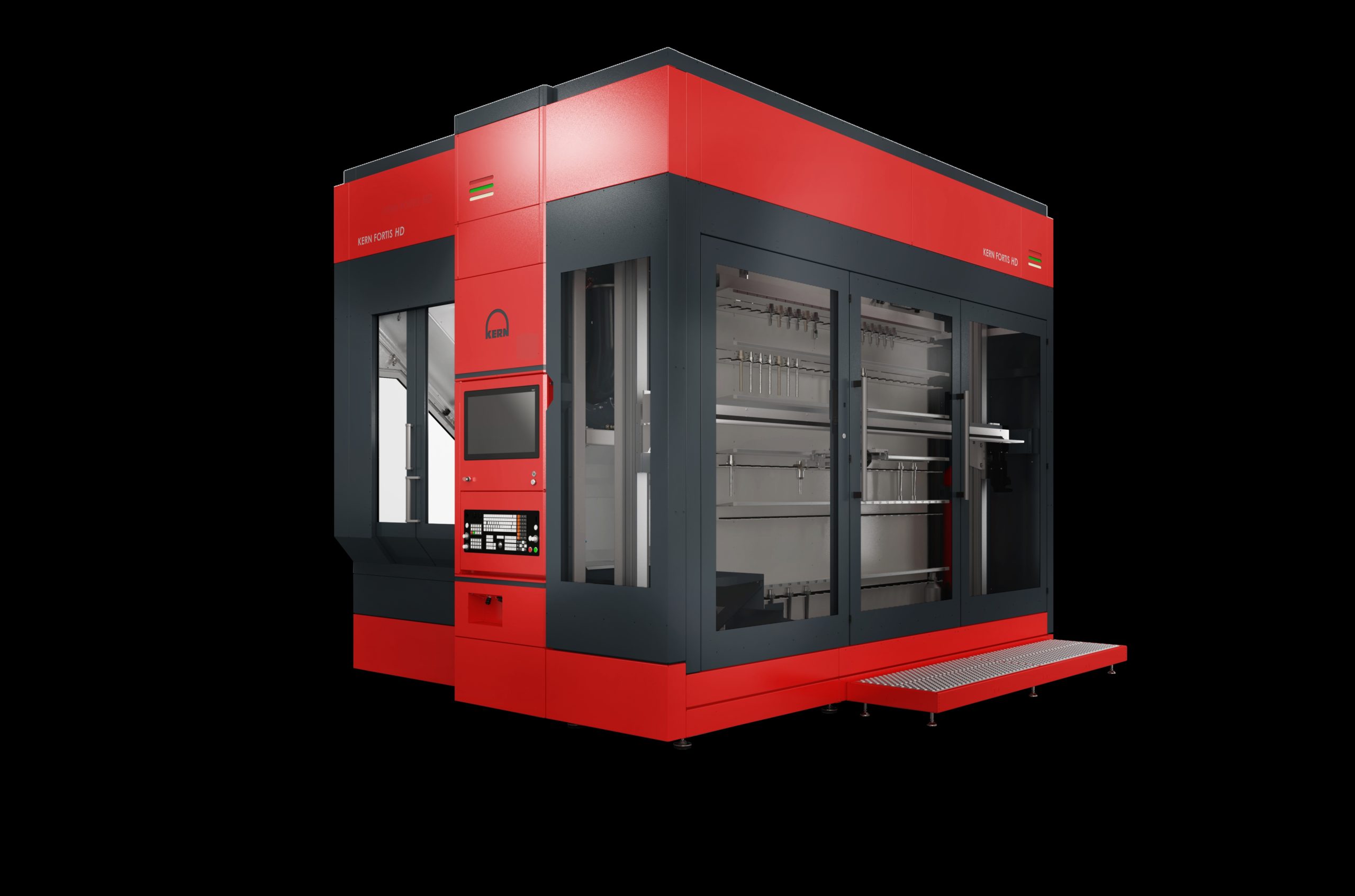
A long-time user of two automated machining centres from different suppliers based on exchange of parts fixtured on pallets, Knowsley subcontractor Bryken installed in mid-2022 a Hermle C12 machining cell with an integrated RS05 robot for loading billets directly into the working area and unloading finished components. It was supplied by Kingsbury, sole sales and service agent in the UK for the German machine manufacturer.
The installation was followed one year later by a second cell, this time with drawer rather than tray storage. A similar, even more advanced system with gripper exchange and vice jaw change system was delivered in early 2024, allowing multiple different parts to be left to run without operator intervention overnight and at weekends.
Bryken is on a strong growth curve, its turnover having increased by 50 percent between 2021 and 2023. Offshore accounts for in excess of half of throughput, with components supplied to the high-voltage power supply sector contributing more than a quarter and set to rise further.
The first Hermle cell was purchased after an oil and gas OEM placed an order for 600 new types of manifold, bringing the total number of different parts produced for this customer alone to nearly 1,400. Almost all manifolds are made of 316 stainless steel, with just one percent machined from duplex and exotic alloys.
Bryken’s director Phillip Taylor explained, “We don’t have any allegiances to favoured machine tool suppliers, always choosing the most appropriate, high-quality kit for the intended purpose. We opted for an automated cell from Hermle as it was the only solution that was a true billet-handling, 5-axis machining cell with a fully integrated robot. The other systems offered either had bolt-on component handling or were pallet-exchange configurations.”
At the Knowsley factory, the Hermle cells work 24/7 and have an OEE (overall equipment effectiveness) above 90%. Mr Taylor says that the machines hardly ever stop. The first two cells produce around 2,000 parts per month. One machines about two-thirds of them spread across 15 different part numbers, while the second has a more diverse workload involving smaller batch sizes.
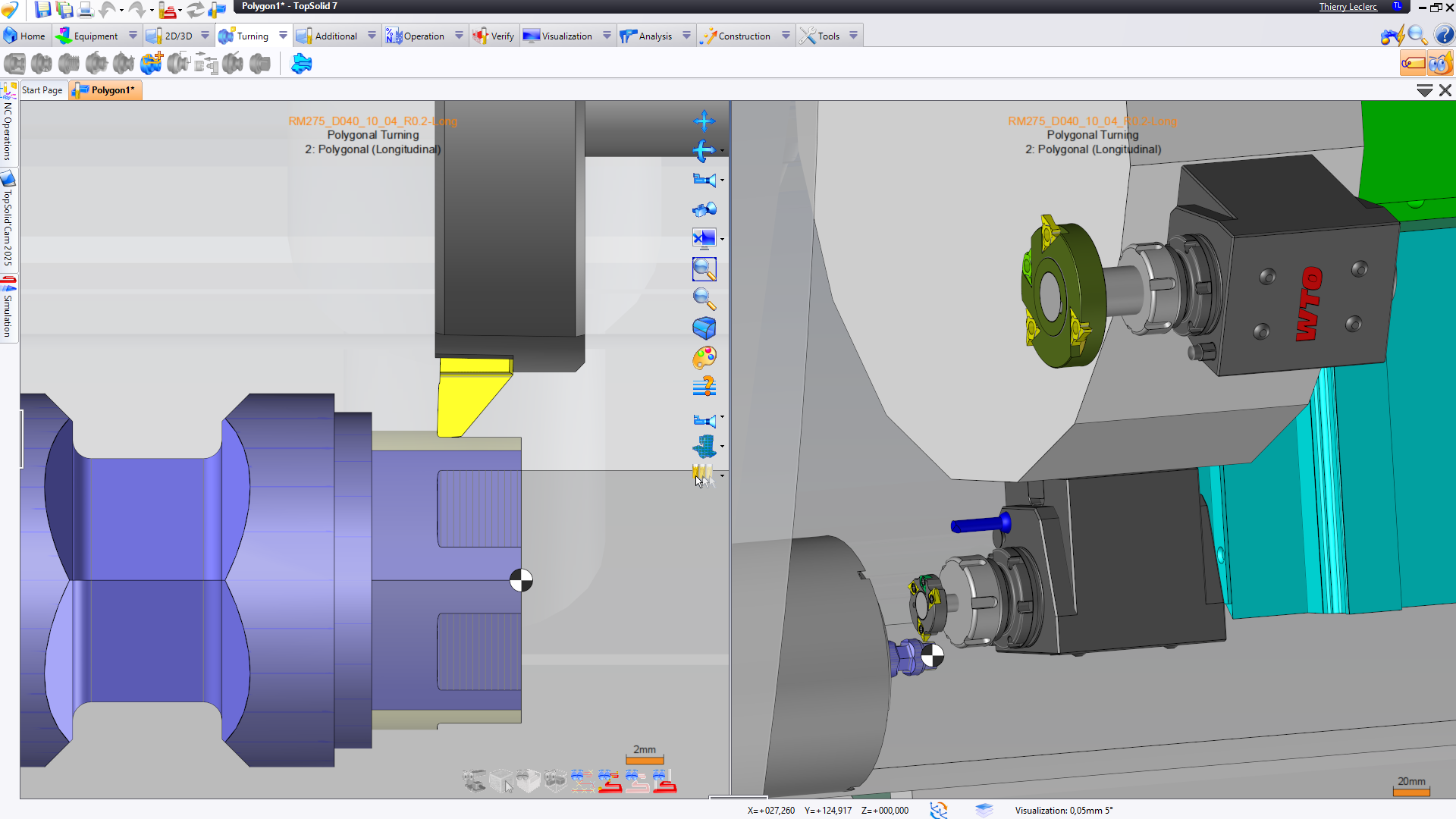
Currently all milling is 3+2, there being no need for 4- or 5-axis interpolation, and some very tight tolerances are held – for example, down to 12 µm on bore diameter and 0.4 µm surface finish. Even some length tolerances, which are defined by the machines’ axis motions rather than the tool, need to be within 25 µm total.
Mr Taylor added, “Kingsbury’s after-sales service provision is well thought through. They have two proactive engineers nearby in Manchester, one specialising in service and the other in applications, who helps occasionally with programming. We produce most programs ourselves at the machine controls or using FeatureCAM if they are more complex.”
Close to 100 staff are employed at the firm and a significant majority of turnover comes from turned parts production. The steep increase in automated prismatic parts machining therefore heralds an exciting further growth phase for the family-run company.
Want to know more about this article?
Ask us below...