Super effectiveness for Superalloys

Superalloys, known for their complex alloy composition, have become prominent in the field of engineering. The origin of these alloys can be linked to the need for resilient materials in the creation of gas-turbine engines, requiring consistent performance in high-temperature settings.
Unquestionably, aerospace and marine engine manufacturers stand out as the predominant users of superalloys, they also play a crucial role in the medical field, where they are used for prosthetic implants in orthopedic surgery. These sophisticated alloys have also found extensive use in power generation and oil and gas industries as essential materials.
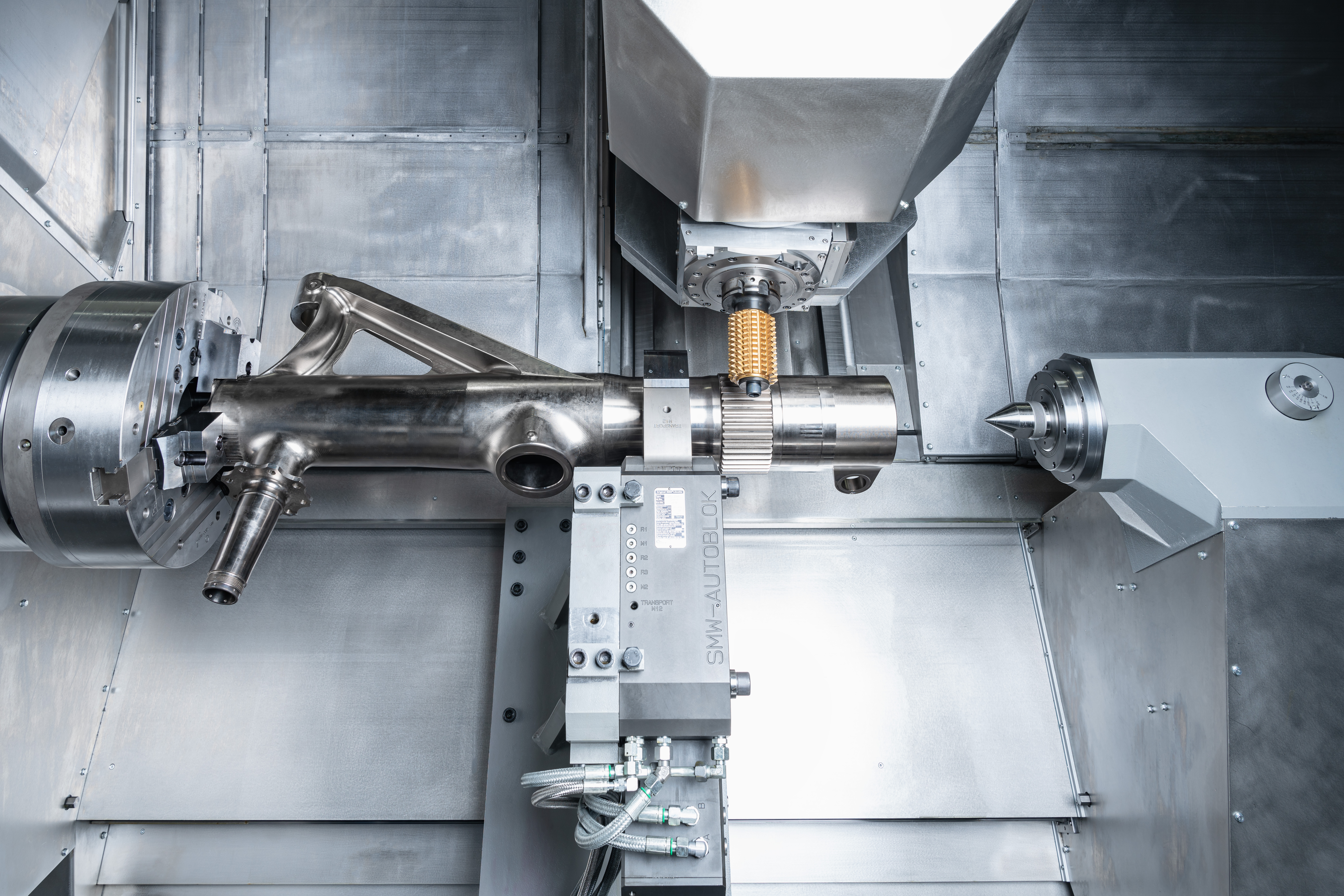
Exceptional high-temperature strength and corrosion resistance are the undeniable advantages of superalloys. However, there are two sides to the coin: superalloys are not only highly priced, but their machinability is poor, which can pose challenges to manufacturing. The specific cutting force that characterizes the resistance of the material to chip removal and defines the mechanical load on a cutting tool is high for superalloys. Although the main difficulty is heat, superalloys have poor thermal conductivity. Elemental and loose chips, which are generally generated when machining superalloys, do not provide adequate heat dissipation from the cutting zone. The cutting tool is under significant thermal and mechanical load, which dramatically reduces tool life.
Today, coated cemented carbides are the most common materials for cutting tools for machining superalloys. The development of a carbide grade, in which strength and wear resistance will be mutually complemented is a tricky process that requires an appropriate carbide substrate, coating composition, and coating method. To the amazement of those who believe that the breakthrough possibilities in this direction are almost exhausted, cutting tool producers continue to create new effective carbide grades.
Cutting tool manufacturers pay a lot of attention to improving their product portfolios intended for machining superalloys. ISCAR are no exception.
Carbide grade IC806, which was introduced for face grooving superalloys and austenitic stainless steel, was successfully adopted by ISCAR’s threading and deep drilling lines. This grade has a hard submicron substrate and PVD TiAlN/AlTiN coating with post-coating treatment according to ISCAR’s SUMO TEC technology. IC806 provides notable resistance to flaking and chipping and maintains reliable and repeatable results.
In machining superalloys by solid carbide endmills and exchangeable heads, grade IC902, which combines ultra-fine grain substrate and nano-layer PVD TiAlN coating, ensures extremely high wear resistance and prolongs tool life.
ISCAR has significantly extended the range of products for ISO S applications made from various cutting ceramics such as silicon nitride, SiAlON, and whisker-reinforced grades. The newly introduced ceramic items have replenished both indexable inserts and solid endmills
Indeed, the demand for heightened productivity in machining High-Temperature Super Alloys (HTSA) remains an ongoing challenge for cutting tool manufacturers. There is a constant drive for innovative tool developments to address these challenges.
Want to know more about this article?
Ask us below...