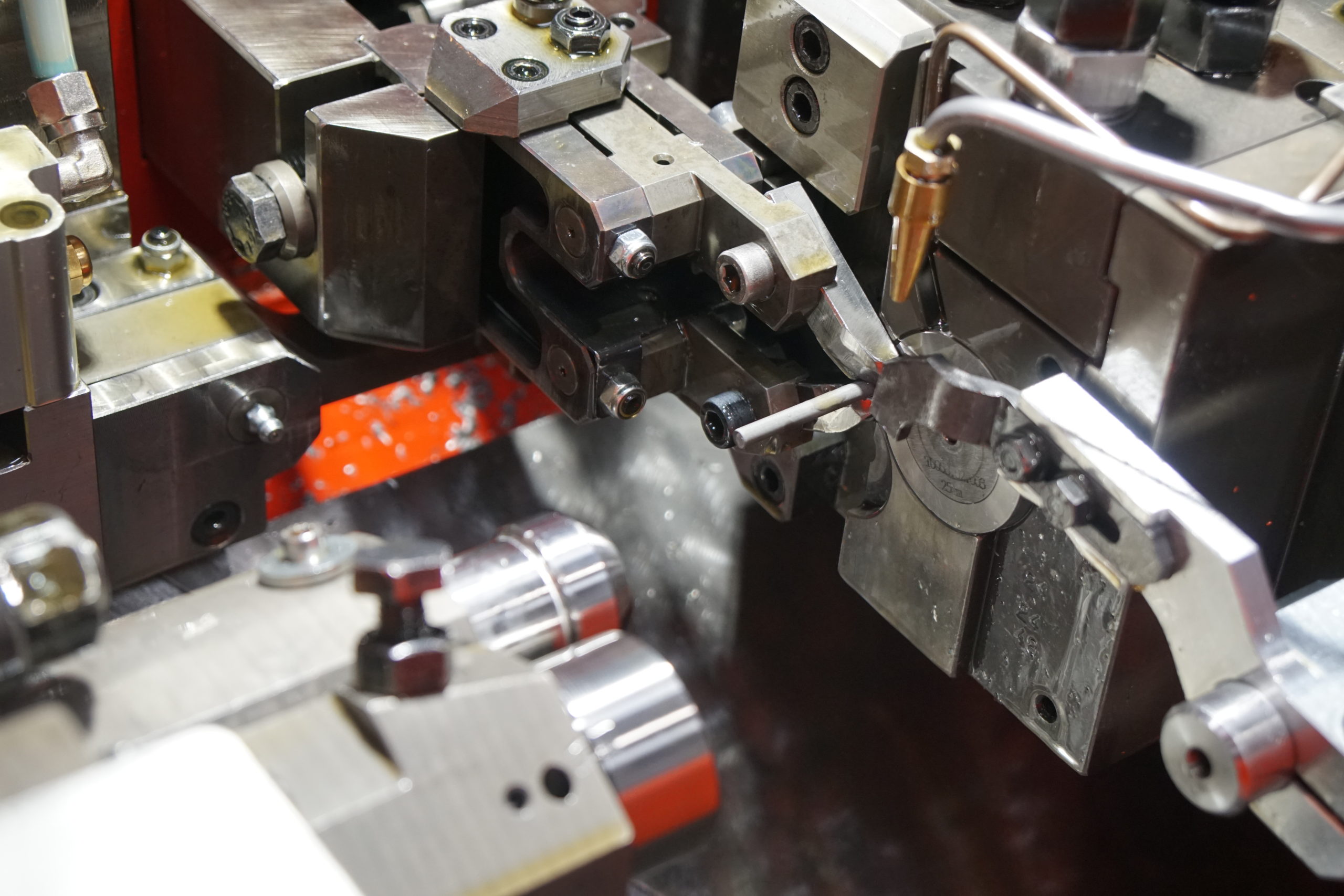
Sliding-head lathe cuts tungsten bar 12 hours a day

3 Mins

First Light Lamps in Ely, Cambridgeshire, has been enjoying steady growth. Since the start of the decade, the company has increased global sales by around ten percent every year, with similar success expected ahead. To meet rising demand, the business has upgraded its machine shop, replacing several lathes from the 1980s and 1990s with two new sliding-head turning centres from Citizen Machinery UK.
The factory produces about 120,000 xenon and krypton lamps annually for laser and intense pulsed light (IPL) systems, used widely in both medical and industrial applications. First Light Lamps is now the largest European manufacturer of its type and ranks among the world’s top three.
To make space for the new arrivals, two older Miyano fixed-head lathes and a 1997 Cincom sliding-head model were removed earlier this year. Their replacements, delivered in May 2025, are expected not only to cover the work of the outgoing machines but also to bring subcontracted production back in-house. Around ten percent of the company’s components had been bought in, so the move will save money and give the factory full control over parts supply and lamp assembly.
The smaller of the two machines is a Cincom L12-VIILFV with 12 mm bar capacity. It is dedicated to machining lamp electrodes from lanthanated tungsten bar, supplied in lengths of up to 2 metres and diameters between 2.8 and 9.5 mm. Until now, this was handled by two second-hand Miyanos bought in 2004 when the business was founded. Those machines had a larger 34 mm bar capacity, deliberately chosen at the time for their rigidity when tackling such a tough material.

Director and co-owner Paul Walker admitted, “We were initially sceptical that a sliding-head lathe, especially one with only 12 mm capacity, would be robust enough to machine tungsten all day long. Citizen Machinery assured us that it was and cut demo parts from our own bar to prove the point. We did not even need to visit their technical centre. They simply sent us a video and then posted the parts so we could check them on our shadowgraph.”
The L12 was supplied with an extractor to remove tungsten dust. Coolant cannot be used, as it would create an abrasive slurry that would wear the machine prematurely. Surprisingly, the carbide cutting tools are the same as those recommended for aluminium. Their rake angles and chip clearance characteristics happen to suit lanthanated tungsten, which is more ductile than pure metal.
Compared with the older 18 mm sliding-head predecessor, the compact L12 is far more efficient, particularly with driven tooling. A hole can now be drilled in-cycle in one end of the electrode, to higher accuracy than before, eliminating a secondary operation. Despite the additional work, cycle time remains around 30 seconds.
Three older Miyano lathes are still used for a second operation: shaping a porous, impregnated tungsten billet after brazing onto the end of each stem. Remarkably, despite being built in the 1980s, they continue to hold tolerance.
The second new machine, a Cincom L20-VIIILFV, now handles connector production. These are made from stainless steel, brass, copper or plastic bar between 6 and 16 mm diameter and up to 3.7 metres long. Previously they were produced on the 1997 Cincom, but the new machine has cut cycle times four-fold, from two minutes to just 30 seconds.
Walker noted that surface finish is also better than before, showing the rigidity of modern Citizen lathes. Connector variants requiring cross drilling and flat milling can now be produced in-house too, whereas previously they were outsourced. Tolerances are held to within ±0.05 mm and every part is inspected.
Controlling complexity
There are around 500 designs of electrode and a similar number of connectors. That complexity makes in-house machining essential. Subcontracting such a variety would be difficult and costly. Batch sizes are small for sliding-head work, typically 1,000 parts, which feed into lamp assembly runs of 50 at a time across a catalogue of 2,000 lamp variants. Outsourcing those quantities would not make sense commercially.
Walker reflected, “Our new Citizen lathes, although fewer in number, produce four times more connectors during a single 12-hour shift than the old machines, as well as all our electrodes, many of which we previously had to buy in. The new centres are also capable of running 24 hours a day, unattended overnight, which would not have been practical with the old equipment. This gives us the potential to double output and secure full in-house manufacturing for years.”
He added, “Citizen’s support has always been excellent, even when we were running second-hand machines. When the time came to invest in new equipment we had no hesitation in going back to them. The lathes were supplied turnkey, complete with programmes and tooling, so production began straight away once our staff had been trained.”
See Citizen machines in action at their Open House 7-9th October.
Want to know more about this article?
Ask us below...