DVAS Solid Carbide Mini Drills – Five technologies bring a new industry standard

2 Mins
Conventional deep hole drilling, especially when producing small diameter holes, is usually a slow and unreliable process. The special purpose DVAS mini drills have been designed from the outset specifically for drilling small holes in a wide range of materials.
The DVAS series is a total small drilling solution package. With a vast range of lengths ranging from L/D=2 up to 50 L/D and a dedicated set of short pilot drills that start at Ø1.0 mm and are available in 0.1 mm diameter increments up to Ø2.9, means that the pilot drill sizes match the sizes of the longer length drills and thus ensures complete compatibility across the whole drilling process.
Substrate
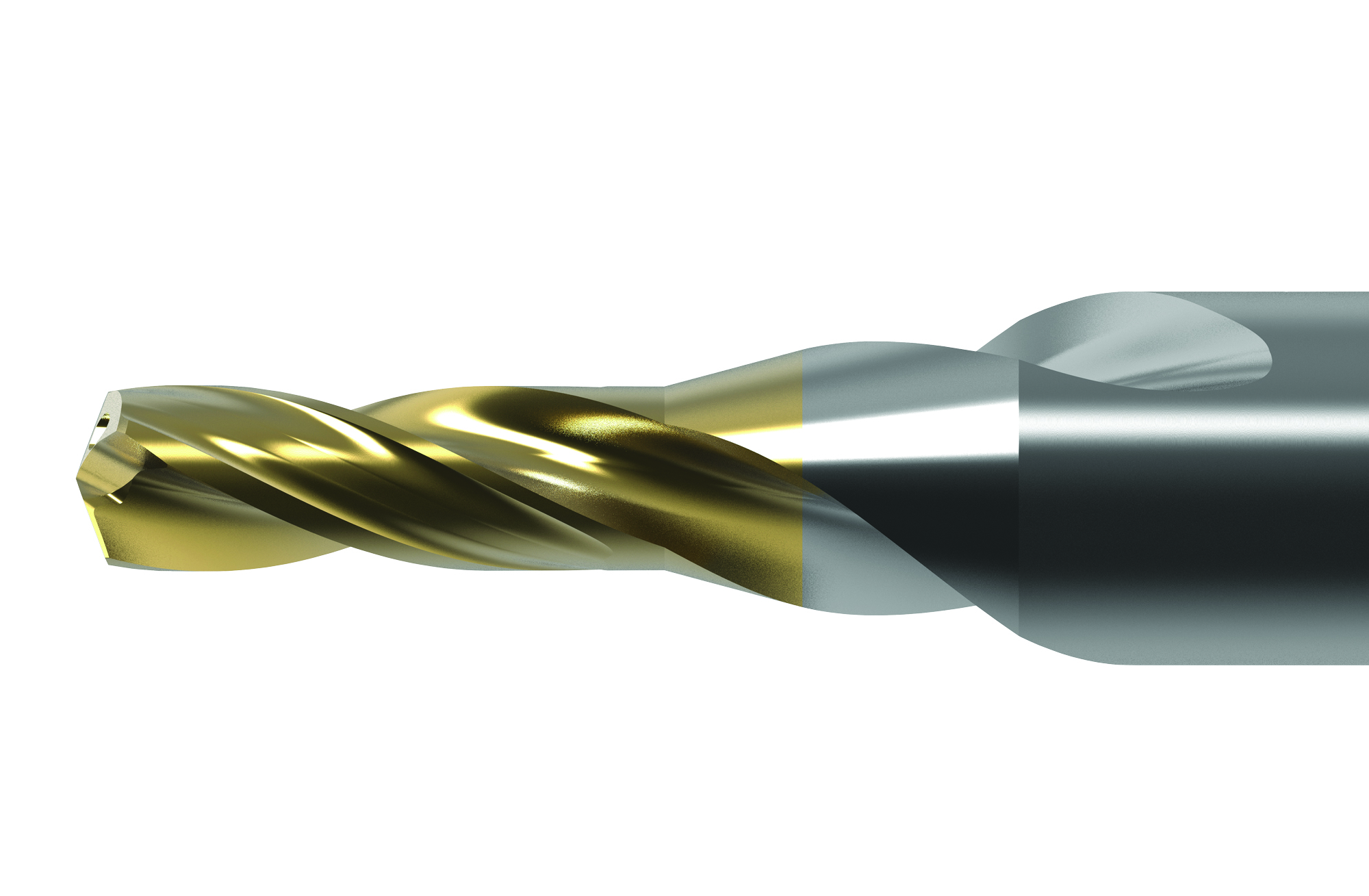
Starting with the important base material, a brand new micro-grain cemented carbide PVD coated grade called DP1120 was developed. The new multi-layer coating has an ultra smooth surface that prevents chip clogging and reduces the instances of breakage commonly found when drilling small diameter deep holes. Additionally, the excellent crater wear resistance helps to maintain cutting edge sharpness that reduces cutting force and also provides long tool life.
Through coolant holes
The Tri-cooling technology is optimal for small diameter drills and can achieve more than double the conventional coolant discharge volume. This dramatically improves chip discharge and heat dissipation and contributes greatly to tool life and stability.
Cutting edge design
The straight cutting edge and thinned point are connected by a smooth curved geometry that significantly improves fracture resistance. The geometry of the rake angle and land also improves tool wear and chip disposal.
New XR point thinning
Reduces cutting load and optimises chip flow. The new point thinning breaks chips into the optimum shape for a streamlined flow and achieves a much lower cutting resistance.
Unique flute form for greater rigidity
The neck is designed for high rigidity and good chip evacuation by tapering the flute instead of having a conventional shoulder. A chip discharge area, provided over the tapered flute section, increases tool rigidity by 20% more than conventional models. Additionally, the extra strength improves hole position accuracy.
Availability
Suitable for drilling aluminium alloy, steels, stainless, ductile cast irons as well as titanium, heat resistant and cobalt chrome alloys. Stub drill series from Ø1.0 ~ Ø2.9 mm in 0.1mm increments. Regular to extra long drills are available from Ø1.0 mm ~ Ø2.9 mm in L/D 7 ~ L/D 40 with the diameters 1, 1.5, 2.0 and 2.5 also have an L/D50 type as standard.
Want to know more about this article?
Ask us below...