Collaborative approach increases machining productivity

2 Mins
Published in Tooling

With over 50-years’ experience machining components for the aerospace, defence, medical, electronic, and motor industries; utilising everything from two-axis lathes through to multi-pallet five-axis machining centres axis, Aylesbury-based CNF Precision Engineering could be expected to have all the expertise it needed. However, when it won a significant order to machine exhaust collector manifolds for a high performance motorsport customer, it found itself in need of additional support.
The issue faced by CNF was the complexity of the components, which came in six variants, along with the material from which they were made, 304 stainless steel: “when we were faced with stainless steel that required extra long tool overhangs we knew we would need additional technical input,” says Mark, CNF Precision Engineering’s Production Manager. With Ceratizit being a major supplier of workholding and tooling to CNF Precision it was an easy decision to call in Nev Frisby their local technical sales engineer.
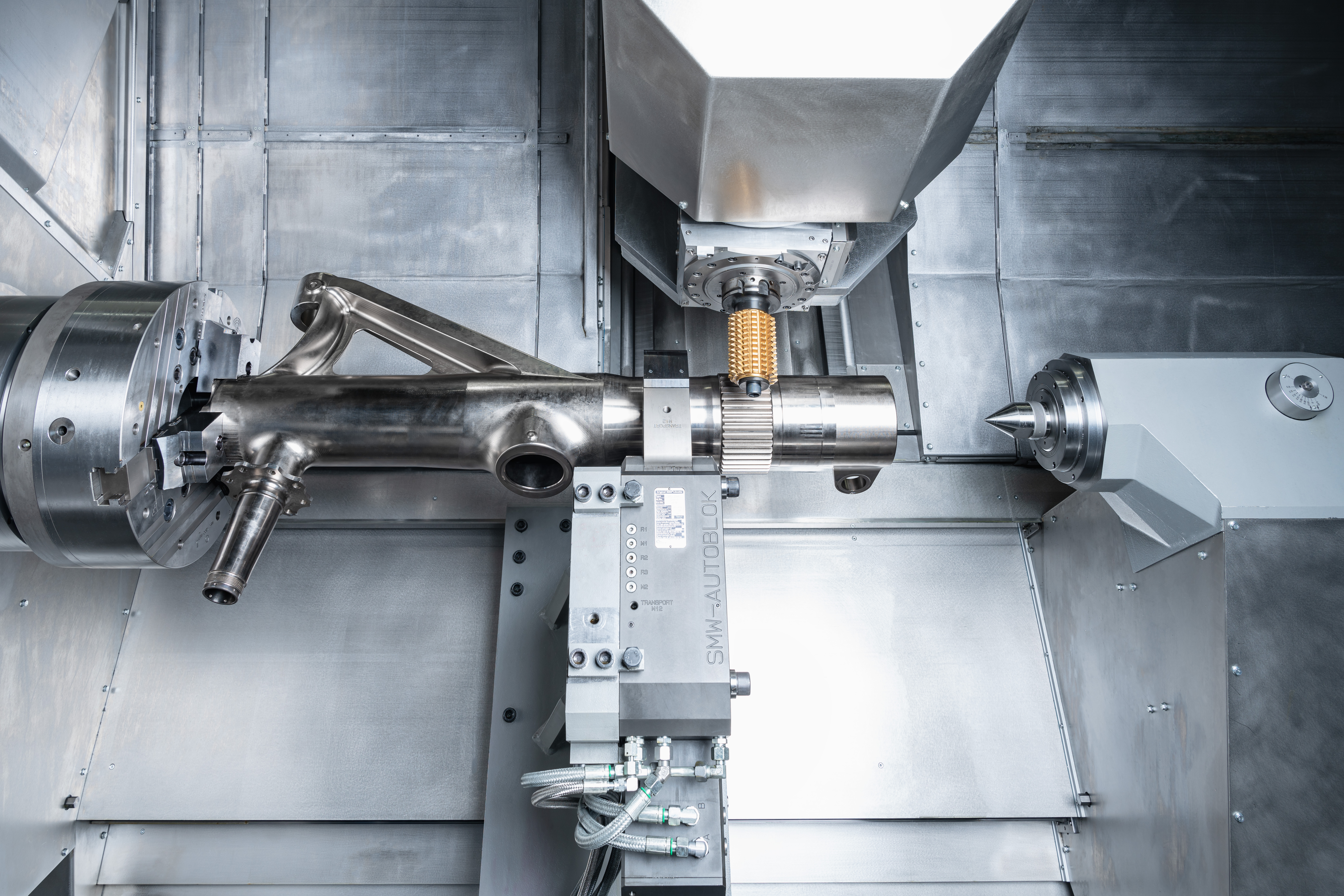
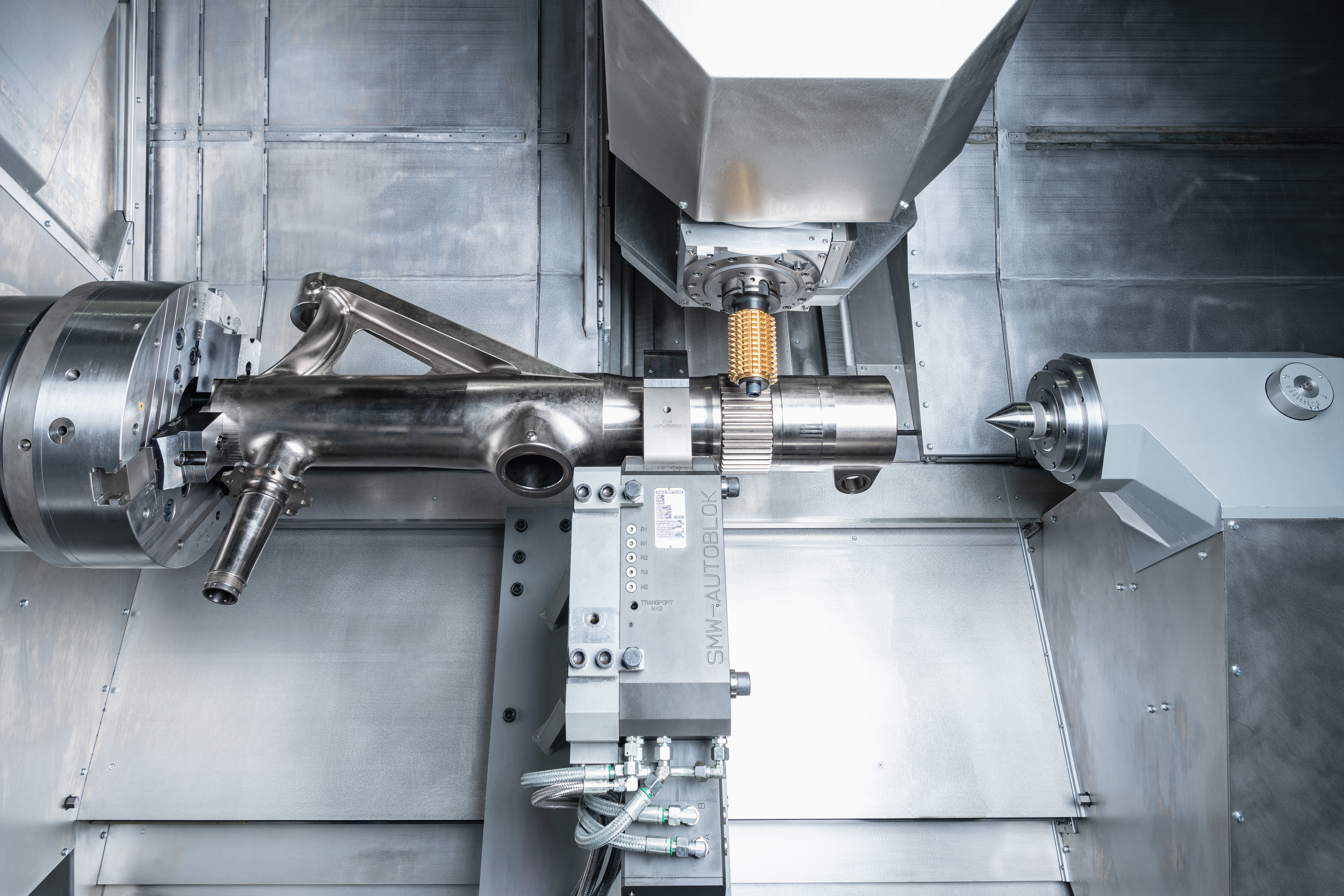
The manifolds had to be machined from stock billet material, so the first port of call was workholding, where Ceratizit’s MNG 3 location plates and ZSG 4 vices with bespoke jaws were used on CNF Precision’s Matsuura MX520-PC4 five -axis machining centre. Tooling posed a greater challenge due in part to the extensions that were needed and the intermittent cutting, the latter causing tool life issues. To reassure CNF Precision Engineering, Ceratizit provided a range of tooling on trial, with no commitment until the process had been successfully completed. Key to that success were the 35 mm diameter (with 4xD flute length) KUB Pentron indexable insert drills for the main internal port machining, along with a selection of high-feed indexable insert milling cutters using button and square inserts, with finish milling completed using Ceratizit’s Silverline solid carbide mills and Torus cutters.
The collaboration between Mark, Ryan (five-axis programmer at CNF Precision Engineering) and Nev Frisby resulted in significant cycle time savings along with greatly improved tool life. For example, the indexable milling inserts are showing a 300 per cent increase in tool life after testing a variety of carbide grades, eventually settling on Ceratizit’s grade for heat resistant materials, CTCS245. A 20/30 per cent gain in tool life was seen when switching to Silverline cutters for finish milling, when compared to a competitor cutter that was initially being used. In terms of cycle time the work undertaken with the Ceratizit Torus cutters proved to be productive, with 40-50 per cent decrease in cycle time generated from the switch from a conventional ballnose cutter to a Ceratizit Torus Monstermill cutter, tool life was also doubled.
With the project now running as CNF Precision Engineering want, all of the tools used across the six variants of the exhaust collector manifolds have been loaded to the on-site TOM840 tool vending unit, ensuring that tools are available 24 hours/day if required. “The collaboration between Ceratizit and CNF Precision Engineering highlights the support that we can provide to customers on machining applications,” says Nev Frisby. “This particular project threw up a variety of challenges, but our combined experience and the extensive range of tooling in our Ceratizit portfolio across the four competence brands of Ceratizit, Komet, WNT, and Klenk, ensured that the parts are being machined within the quoted cycle times with tooling costs minimised due to extended tool life.”


Want to know more about this article?
Ask us below...