Automation and plant modernisation support contract machinist’s growth

4 Mins
Published in CNC Machining
An increase in annual turnover from £3 million in 2016 to £8 million currently is reported by contract machining specialist Unicut Precision Engineering (www.unicutprecision.com), Welwyn Garden City, which has spent £1.7 million in the last two years on new production and inspection equipment.
About half of the investment went on two more Cincom sliding-head lathes and two additional Miyano fixed-head lathes from Citizen Machinery UK (www.citizenmachinery.co.uk), bringing the totals of the bar-fed lathes on site to 24 and 11 respectively. The remaining funds were used to purchase three new items of inspection equipment and to extend the automatic pallet storage and retrieval system linking three 5-axis machining centres on site.
Jason Nicholson, owner and managing director of Unicut commented, “Efficient production is not just down to automation but also depends on how well you monitor the machine tools on the shop floor and use the data to make informed decisions.
“We use PSL Datatrack to help with this and will shortly be progressing from manual extraction of production data from our machine tool controls to directly downloading it over a network for remote monitoring.”
Regarding turning, which currently accounts for 85% of Unicut’s turnover, he said that standardisation on Citizen lathes with their user-friendly, intuitive Mitsubishi controls greatly helps to mitigate the current shortage of skilled setter-operators, which he sees as a worldwide problem. Use of this CNC system throughout the factory also speeds the training of staff and allows operators to swap easily between machines.
Programs are normally prepared offline with Esprit CADCAM and also using Citizen Machinery’s own Alkart CNC Wizard programming aid. The latter guides operators through creation of part programs with the help of a built-in code library for machining processes, reducing the amount of time spent typing in G and M codes and consulting manuals or other programs.
The latest turning centre additions were two 65 mm bar capacity Miyano BNE-65MYY models, each featuring a pair of Y-axis turrets and the latest Mitsubishi 15-inch touchscreen control. They joined five smaller fixed-head lathes in the same series to form a seven-machine cell for producing hydraulic and pneumatic components in large volumes, typically from 2,000- to 10,000-off. This industry accounts for about one-fifth of Unicut’s turnover, with the aerospace, high-end automotive, oil and gas, electrical connector and paint spraying equipment sectors also regularly served.
Mr Nicholson continued, “Flexibility of production in a contract machining environment is crucial, as it is the key to profitability and to being able to compete with subcontractors in low-wage countries.
“Having two Y axes in the latest BNEs rather than one enables the preparation of programs that closely balance front and back working cycles at the main and sub spindles.
“It means that a wide range of work can be tackled efficiently and parts come off the lathes faster, as one of the spindles is not waiting around for the other one to finish off the machining.”
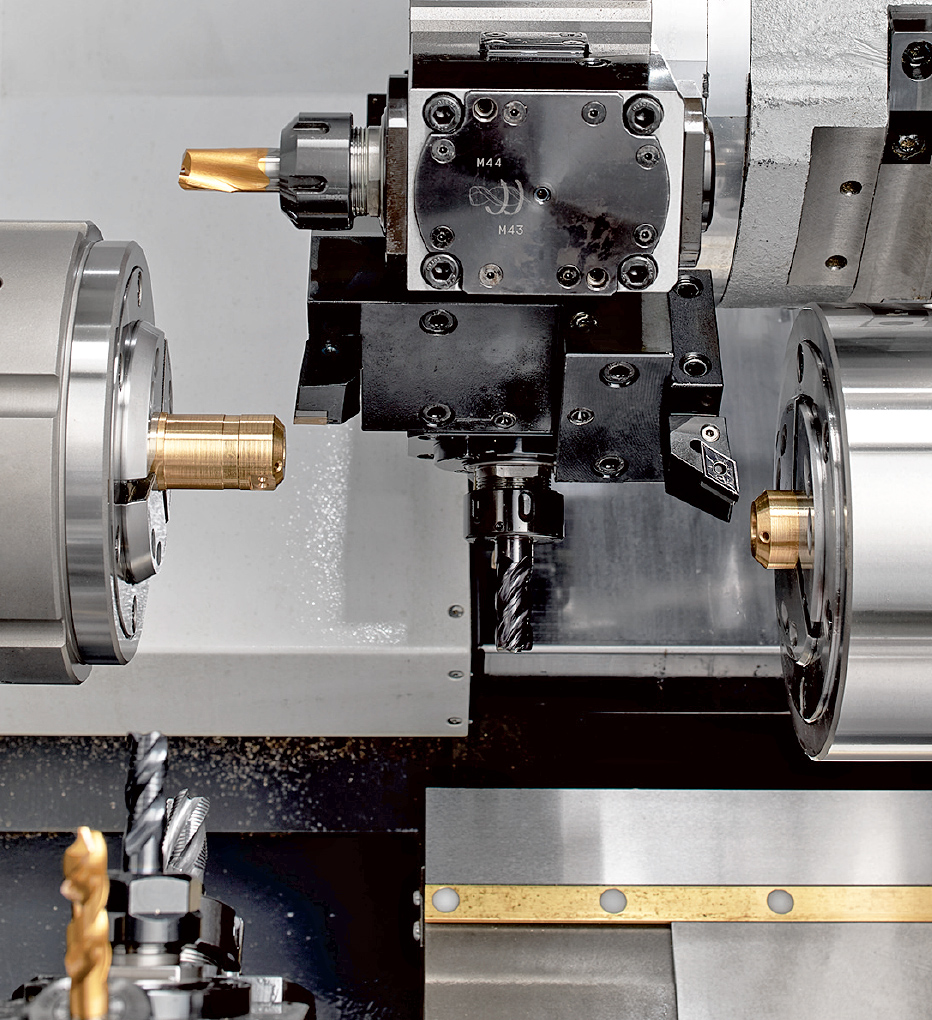
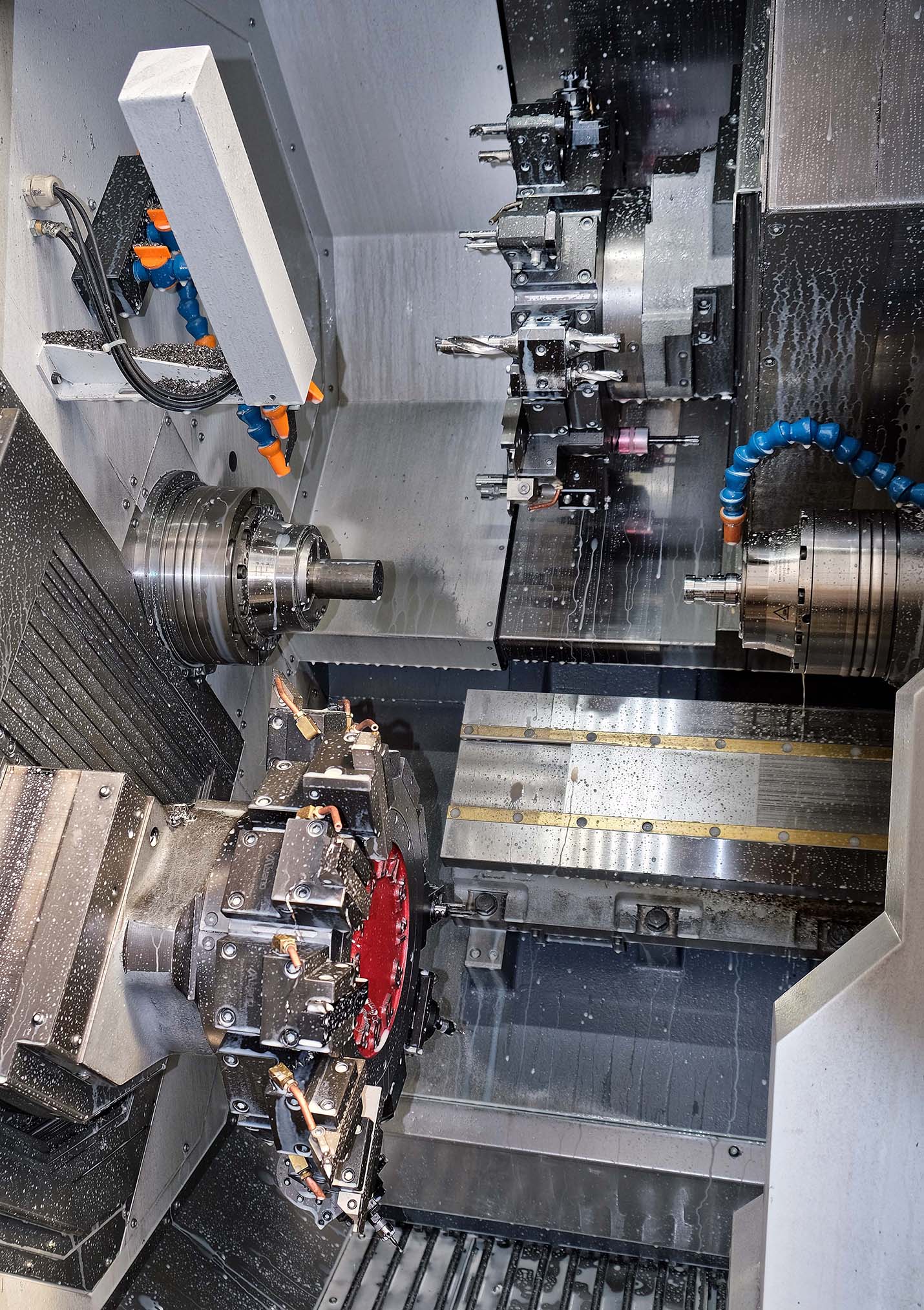
Each turret has 12 live stations, so an extensive variety of milling, drilling and other driven tool operations can be carried out in-cycle, almost always enabling one-hit production of parts. Sometimes prismatic machining accounts for more than 90% of a cycle, so at first glance the components look as though they have been produced on a mill.
Two-axis CNC movement of the sub spindle facilitates superimposed machining, whereby tools on both faces of the top turret can simultaneously cut front-end features on bar stock and reverse-end features on a parted-off component. With the lower turret also working at the main spindle performing pinch turning, milling or drilling, for example, or perhaps OD turning while axial drilling is in progress above, three tools can be in cut at the same time.
Both of the BNE-65MYYs have been fitted with an Iemca Maestro 80 low-vibration bar magazine that allows ergonomic loading of stock at waist level. Bar from 10 mm diameter upwards can be turned at the lathe’s maximum rotational speed without having to change over the guide channel, minimising idle time when processing a range of different material sizes.
Mr Nicholson is also a long-time user of sliding-headstock lathes from Citizen Machinery, having bought his first one in 2000. In 2018 he was an early adopter of the lathe manufacturer’s LFV (low frequency vibration) software, which was included in the operating system of the Mitsubishi control on one of two 12 mm capacity sliders bought in that year.
At the time, he said that the ability of the programmable function to break stringy swarf into shorter chips was eliminating the need to periodically stop the lathe to clear away clogged swarf, raising productivity. The LFV lathe was therefore left with confidence to run unattended, including overnight and at weekends, even when turning ductile metals and plastics, increasing throughput further. Impressed with the trouble-free performance, he bought two similar, improved versions of the lathe with LFV in 2022.
Mr Nicholson concluded, “On this type of machine, productivity is all about getting the material to chip, because otherwise you have to keep stopping the spindle to remove swarf from around the workpiece and tool.
“On a fixed-head lathe it is possible to increase the feed rate to promote chipping, but that is not possible when turning smaller diameter parts on a slider.
“With LFV programmed correctly, the swarf never fails to chip whatever the material, even when OD turning long components.
“The function is only needed for between 10% and one-third of a typical cycle, after which it is switched off by G-code to take advantage of slightly higher productivity without the air cutting caused by LFV tool oscillation.
“After five years’ experience using this technology, I would not consider buying another slider without it – and I am looking forward to its wider adoption on the Miyano fixed-head lathes as well.”

Want to know more about this article?
Ask us below...